0.00грн.
Зробити замовлення
Наявність : 2
Діаметри, що розточуються, мм: 2-112 Точність індексації, мм: 0,002 Тип модульної системи: HBOR50
38 318.00грн.

Наявність : 1
Діаметри, що розточуються, мм: 2-230 Точність індексації, мм: 0,002 Тип модульної системи: HBOR63
44 712.00грн.

Наявність : 0
Діаметри, що розточуються, мм: 2-38 Точність індексації, мм: 0,002 Тип модульної системи: HBOR25
31 924.00грн.
На замовлення

Наявність : 0
Діаметри, що розточуються, мм: 2-52 Точність індексації, мм: 0,002 Тип модульної системи: HBOR32
34 086.00грн.
На замовлення

Наявність : 0
Діаметри, що розточуються, мм: 2-68 Точність індексації, мм: 0,002 Тип модульної системи: HBOR40
36 202.00грн.
На замовлення
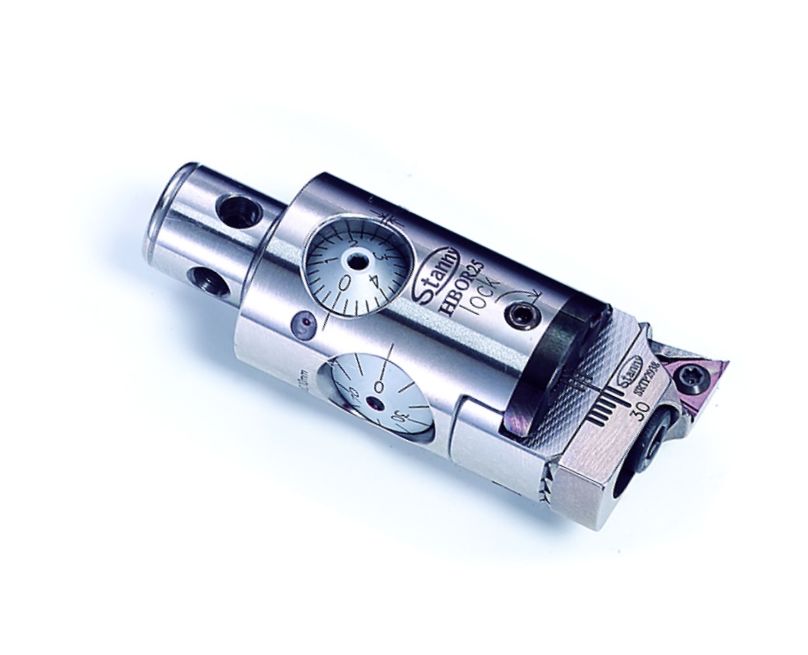
Прецизійні розточувальні головки HBOR: мікронна точність 0.002 мм
У сучасному машинобудуванні фінішна обробка отворів під прецизійні підшипники або гідравлічні вузли вимагає точності, яку неможливо досягти звичайним інструментом. Розточувальні головки системи HBOR — це вершина еволюції чистового інструменту, що дозволяє налаштовувати діаметр обробки з кроком 0.002 мм (2 мікрони).
Ми представляємо прецизійні системи від світового лідера STANNY, чия оснастка стала синонімом стабільності та довговічності на ЧПК-виробництвах.
Прецизійні системи HBOR: Технологічна досконалість
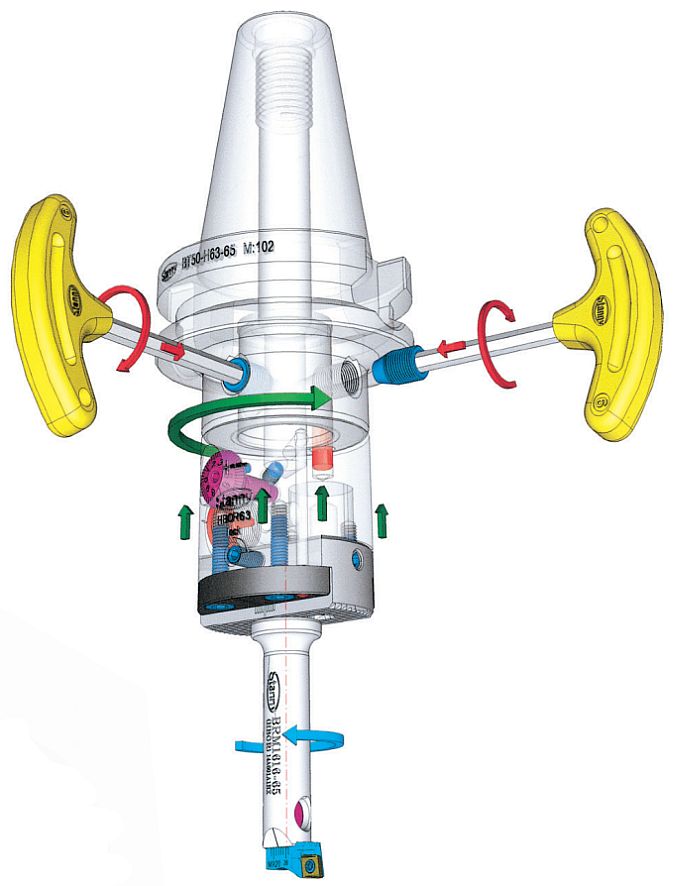
Система HBOR (High-precision Boring) розроблена спеціально для фінішних операцій. Її головна особливість — мікрометрична гвинтова пара з нульовим люфтом, що гарантує миттєвий відгук різця на кожну поділку шкали.
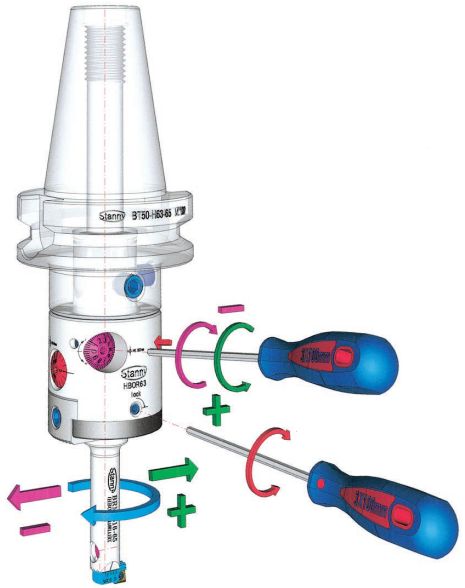
Типи обробки: Пряме та Зворотне розточування
Оснастка STANNY HBOR розширює межі можливостей вашого верстата:
1. Пряме розточування: Класична чистова обробка отворів з найвищою геометричною точністю та мінімальною шорсткістю поверхні (Ra 0.6–0.8).
2. Зворотне розточування (Back Boring): Унікальна можливість обробки тильних поверхонь та фасок без перевстановлення деталі. Різець розгортається на 180°, що забезпечує ідеальну співвісність передньої та задньої частини отвору.
Чому STANNY перевершує конкурентів?
Бренд STANNY виділяється на фоні інших виробників завдяки впровадженню авіаційних стандартів у виробництво оснастки:
• Модульність LBK/BST: Використання стандарту LBK дозволяє комбінувати головки з різними подовжувачами та хвостовиками (BT, SK, HSK), зберігаючи монолітну жорсткість.
• Внутрішня подача СОЖ: На відміну від бюджетних аналогів, де СОЖ подається збоку, у STANNY потік спрямований прямо на ріжучу кромку, що виключає перегрів пластини та налипання стружки.
• Антивібраційна конструкція: Корпуси головок STANNY мають динамічне балансування, що дозволяє працювати на високих обертах (до 10 000+ об/хв) без виникнення резонансу.
• Зносостійкість механізму: Мікрометричний гвинт виготовлений зі спеціальної легованої сталі з нітридним покриттям, що зберігає точність 0.002 мм навіть після тисяч циклів налаштування.
Види та характеристики головок HBOR
В нашому асортименті представлені головки для різних завдань:
• Мікро-головки (Micro Boring): Для отворів діаметром від 2 до 20 мм.
• Універсальні HBOR: Найпопулярніші моделі для діапазонів 20–50 мм та 50–100 мм.
• Потужні системи: Для прецизійної обробки великих діаметрів до 203 мм та більше.



Як вибрати прецизійну головку HBOR?
Щоб інструмент працював максимально ефективно, зверніть увагу на:
1. Діапазон регулювання: Переконайтеся, що цільовий діаметр отвору знаходиться в межах ходу повзуна головки.
2. Тип з'єднання: Підбирайте базовий тримач (хвостовик) відповідно до вашого шпинделя.
3. Довжину обробки: Для глибоких отворів використовуйте антивібраційні подовжувачі STANNY LBK.
Зручність вибору в нашому інтернет-магазині
Ми розуміємо ціну помилки в прецизійній обробці, тому пропонуємо:
• Готові набори: Ви можете купити не просто головку, а повний комплект з різцями та пластинами в ергономічному кейсі.
• Технічний консалтинг: Наші інженери допоможуть розрахувати режими різання (S, F) саме для вашого матеріалу.
• Складська програма: Популярні моделі STANNY HBOR завжди в наявності для миттєвої відправки по Україні.


Технічна консультація: Розширений FAQ по системах HBOR
1. Що саме означає точність 0.002 мм у системах HBOR?
Це ціна поділки на мікрометричній шкалі головки. Обертаючи регулювальний гвинт на одну поділку, ви зміщуєте різець рівно на 0.001 мм, що дає зміну діаметра отвору на 0.002 мм. Така дискретність дозволяє «ловити» найсуворіші допуски (H5, H6), які неможливо витримати звичайними чистовими головками з кроком 0.01 мм.
2. Як реалізована система «нульового люфту» в головках STANNY?
У бюджетних головках при зміні напрямку обертання гвинта виникає вільний хід (люфт), через що важко точно "відкотитися" назад. В системах STANNY HBOR встановлено спеціальний механізм попереднього натягу гвинтової пари. Це гарантує, що будь-який рух шкали — як на збільшення, так і на зменшення діаметра — миттєво передається на різець.
3. Чи підтримують головки HBOR зворотне розточування (Back Boring)?
Так, це одна з ключових переваг прецизійних серій STANNY. Завдяки симетричній конструкції корпусу та можливості розвороту різця на 180°, ви можете обробити тильну фаску або внутрішній торець отвору. Це критично важливо для забезпечення ідеальної співвісності двох сторін деталі без її перевстановлення.
4. Який максимальний припуск можна знімати головкою HBOR?
Системи HBOR призначені виключно для фінішної (чистової) обробки. Оптимальний припуск на діаметр становить 0.2 – 0.5 мм. Спроба зняти 1 мм або більше за один прохід може призвести до мікродеформації прецизійного механізму та втрати точності 0.002 мм у майбутньому.
5. Чому важливо використовувати модульну систему LBK від STANNY?
Система LBK — це не просто кріплення, а математично розраховане з'єднання з високою жорсткістю на вигин. Вона дозволяє:
• Використовувати антивібраційні подовжувачі для глибоких отворів.
• Швидко переходити з одного конуса шпинделя (наприклад, BT40) на інший (SK40 або HSK), не купуючи нову дорогу головку.
• Гасити мікровібрації, що виникають на високих обертах.
6. Як впливає радіус пластини на точність розточування?
Для досягнення точності у 2 мікрони ми рекомендуємо використовувати пластини з радіусом при вершині 0.1 мм або 0.2 мм. Чим більший радіус пластини, тим більша радіальна сила відтискає інструмент від стінки отвору. Малий радіус мінімізує це відтискання, забезпечуючи ідеальну циліндричність.
7. Чи потребує мікрометрична головка спеціального обслуговування?
Так, для збереження точності 0.002 мм необхідно:
1. Чистота: Після кожної зміни інструменту очищувати посадочні поверхні від мікростружки.
2. Змащування: Використовувати лише спеціалізоване мастило для прецизійних гвинтових пар (через технологічний отвір).
3. Фіксація: Завжди затягувати стопорний гвинт перед початком різання, щоб зафіксувати налаштований розмір.
8. Яка максимальна швидкість обертання для головок STANNY HBOR?
Завдяки динамічному балансуванню корпусу, головки STANNY можуть стабільно працювати на швидкостях до 8 000 – 12 000 об/хв (залежно від діаметра). Це дозволяє використовувати сучасні режими швидкісного різання (HSC) та отримувати поверхню з дзеркальним блиском.
Залишилися технічні питання? Наші інженери допоможуть розрахувати виліт інструменту та режими різання саме під ваше креслення. Напишіть нам у чат або замовте дзвінок!