0.00грн.
Зробити замовленняШпиндельный ускоритель-головка Narex ZP-10/X
Шпиндель-ускоритель ZP-10/X - это в основном цанговый патрон и хвостовик, оснащенный механической планетарной передачей с фиксированным передаточным числом 6:1.
Шпиндель модифицирован для зажима прямых хвостовиков в диапазоне 1,0÷13 мм цангами типа ER20/ESX DIN 6499-B. Максимальная кратковременная скорость вращения шпинделя ограничена 20.000 об/мин, обычное использование инструмента - до 15.000 об/мин при допустимой рабочей температуре до 50°C.
Аппарат зажимается в шпинделе станка с помощью конического хвостовика и с помощью стопорного устройства удерживается корпус - шестерня планетарной передачи, удерживаемая в неподвижном состоянии.
Приспособление может использоваться в вертикальном или горизонтальном положении на фрезерных, расточных или сверлильных станках, предназначенных для обработки стали, чугуна, цветных металлов, легких металлов и пластмасс. При использовании на станках с ЧПУ можно использовать магазин для инструментов, если возможности станка подходят для этого (максимальная укладочная масса и габариты).
Применение ускорительных головок:
- как специальная принадлежность для фрезерных, расточных, сверлильных, станков с ЧПУ
- для точного и производительного фрезерования и растачивания с высокими скоростями резания
Основные технические данные ускорительной головки:
Передаточное число:
1:6
Частота вращения шпинделя:
20.000 об/мин
Мощность:
4,5 кВт
Диаметр инструмента:
1,0÷13,0 мм
Цанга:
ER20/ESX
Возможности зажима (конус шпинделя):
ISO 40 DIN 2080, ISO 50 DIN 2080,
ISO 40 DIN 69871, ISO 50 DIN 69871,
CAT 40, CAT 50,
BT 40, BT 50,
ISO 40 ČSN 220432,
MT4, MT5, MT6
Ускорительная головка ZP-10/X состоит из:
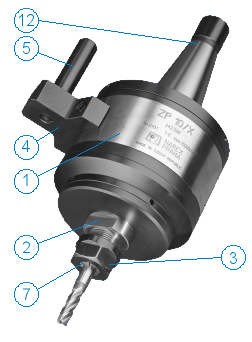
1 - корпус
2 - шпиндель
3 - цанговая гайка
4 - стопорное устройство
5 - стопорный штифт
7 - цанга
12 - конический хвостовик

Частые вопросы по использованию ускорительной головки (FAQ)
Какие типы шпинделей-ускорителей производит и поставляет фирма NAREX MTE?
Фирма NAREX MTE производит и поставляет следующие шпиндели: ZP 10/X - базовая конструкция, ZP 10/XW - конструкция с внутренним охлаждением, ZP 20/X - базовая конструкция, ZP 20/XW - конструкция с внутренним охлаждением
Какие условия поставки ускорительной головки?
Конструкция ZP 10/X поставляется в течение 2 - 4 недель, остальные конструкции в течение 8-12 недель после получения заказа.
Что такое базовая конструкция?
Это конструкция для ручной или автоматической замены с байпасом охлаждающей жидкости (тип A)
Какие максимальные обороты отдельных типов?
ZP 10/X - передаточное число 6:1, макс. 20.000 об/мин,
ZP 10/XW - передаточное число 6:1, макс. 11.000 об/мин, с макс. давлением охлаждающей жидкости 20 бар,
ZP 20/X - передаточное число 5:1, макс. 15.000 об/мин,
ZP 20/XW - передаточное число 5:1, макс. 7.000 об/мин, с максимальным давлением охлаждающей жидкости 20 бар.
Почему конструкция ускорительная головка XW имеет более низкие максимальные обороты?
Это связано с тем, что уплотнительный компонент имеет приемлемую долговечность.
Какие инструменты можно зажимать на этой ускорительной головке?
Сверла и фрезы из быстрорежущей стали или из твердого сплава с прямым хвостовиком. Закрепляются на стальной цанге.
Диапазон:
для ZP 10/X и ZP 10/XW 1,0 - 13,0 мм цанга ER 20,
для ZP 20/X и ZP 20/XW 2,0 - 20,0 мм цанга ER 32
Какие требования к станку?
A - зажимная полость шпинделя должна быть в таком состоянии, чтобы зажим был точным и жестким,
B - посадочные места шпинделя и стола станка должны иметь необходимую жесткость для предотвращения нежелательных вибраций во время обработки.
Что делать, когда зажатый инструмент показывает большую величину ложного хода?
Необходимо измерить биение шпинделя по краю впадины для цанги. Величина биения не должна превышать 0,02 мм. Если это выполняется, то можно путем поворота цанги и зажимного инструмента снова найти оптимальное значение биения.
Как ограничиваются условия резания?
В инструкции по эксплуатации приведены основные условия, которые необходимо соблюдать. Этот станок не предназначен для заправки или больших нагрузок, а для скоростной обработки небольшими диаметрами режущих инструментов. Максимальные обороты вы найдете в пункте 4 этого документа, максимальная подача на зубья фрезы не может быть выше 0,025 мм, а максимальная глубина стружки - 0,5 d (диаметр инструмента).
Как уменьшить вибрацию инструмента?
A - выбрать фрезу с большим количеством зубьев,
B - минимизировать биение зажимного инструмента,
C - отрегулировать режимы резания
Как уменьшить шероховатость обрабатываемой поверхности?
A - устранить вибрацию станка,
B - заменить затупленный инструмент на новый,
C - отрегулировать режимы резания,
D - сменить смазочно-охлаждающую жидкость
Что делать с агрегатом после окончания срока службы?
Поручить производителям диагностировать его и провести соответствующий ремонт.
Обратите внимание!
Точность, а также вибрации влияют на качество обрабатываемой поверхности, а износ инструмента значительно зависит от состояния полости шпинделя, в которую зажимается приспособление. Перед зажатием шпинделя полость шпинделя должна быть чистой и без неровностей.
Скачать каталог Narex - Ускорительные головки

Скачать инструкцию к Ускорительной головке
