0.00грн.
Зробити замовленняВысокоточный роликовый накатной полировальный инструмент SCAMI
Роликовая полировка SCAMI
Роликовое полирование - это процесс холодной обработки, при котором достигается чистота поверхности за счет планетарного вращения закаленных валков по расточенной или точеной металлической поверхности. Однако, в отличие от холодной прокатки, которая обычно приводит к большим изменениям сечения, полировка роликов включает в себя холодную обработку поверхности заготовки для улучшения структуры поверхности.
В процессе полировки давление, создаваемое роликами, превышает предел текучести более мягкой детали. поверхность в точке соприкосновения. Результатом является небольшая пластическая деформация структуры поверхности детали.
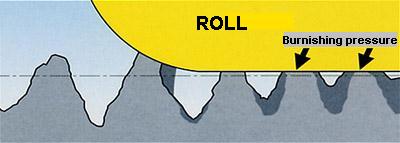
Поскольку все обработанные поверхности состоят из серии выступов и впадин неправильной высоты и расстояния, пластическая деформация, создаваемая полировкой роликов, представляет собой смещение материала в выступах, который под давлением стекает в глкбины. В процессе, следы инструмента и неровности выкатываются.
В результате получается зеркальное покрытие с прочной, закаленной, износостойкой и устойчивой к коррозии поверхностью.
ПРЕИМУЩЕСТВА РОЛИКОВОЙ ПОЛИРОВКИ SCAMI

Улучшенные металлургические свойства
Полировка холодным способом обрабатывает металл обрабатываемой детали. Следы инструмента выкатываются. Зернистая структура уплотнена и измельчена, а уплотненная поверхность более гладкая, твердая и долговечная, чем шлифованные или отточенные поверхности. Действие качения также значительно снижает пористость поверхности и царапины, которые могут содержать химически активные вещества или загрязнения. В результате коррозионная стойкость полированных поверхностей выше, чем у открытых поверхностей, полученных шлифованием или хонингованием. В зависимости от типа полируемого материала твердость поверхности может быть увеличена на целых 10 баллов по шкале Роквелла C. необходимость термической обработки поверхности как средства повышения износостойкости. Еще одно металлургическое усовершенствование связано с наведенными остаточными сжимающими напряжениями на поверхности детали в результате пластической деформации при операции полировки роликов. Эти сжимающие напряжения значительно увеличивают прочностные характеристики и усталостную долговечность детали, поскольку любые силы, действующие на деталь, должны преодолевать эти остаточные напряжения, а также предел прочности материалов до того, как возникнут условия усталости.
Улучшенная обработка поверхности
Роликовая полировка придает блеск любому обрабатываемому металлу. Просверленные, развернутые или точеные поверхности до 125 микродюймов или более могут быть обработаны до 4 микродюймов CLA или меньше за один проход со скоростью подачи от 125 до 300 мм / мин. Полировка роликов заменяет шлифование, хонингование, притирку и другие дорогостоящие вторичные операции операции.
ПОДГОТОВКА К РОЛИКОВОЙ ПОЛИРОВКЕ
Роликовое полирование - это процесс холодной обработки для получения чистовой отделки. Мы напоминаем вам несколько полезных советов для получения отличного результата:
• ОТДЕЛКА: пластичность и твердость материала заготовки и подготовка поверхности определяют качество полированной отделки.
• ОБРАБОТКА: любой пластичный и податливый материал до RC40 можно полировать валиком.
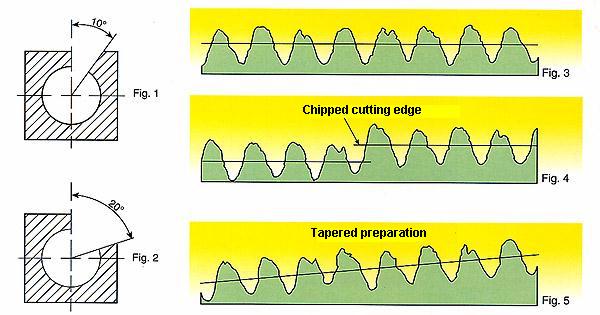
• СВОЙСТВА ОБРАБОТАННОЙ ПОВЕРХНОСТИ: детали с прерывистой поверхностью не более 10% окружности могут быть успешно отполированы стандартным инструментом (см. Рис. 1 и 2).
• ДОПУСК ПОЛИРОВАННОЙ ЧАСТИ: диапазон допуска, достигаемый в результате воронения, будет равен диапазону допуска, полученному в результате предварительной обработки, так как никакой материал не будет удален.
Идеальная поверхность для полировки - это последовательность выступов, соответствующая регулярной подаче подготовительного инструмента (рис. 3). Мы предлагаем расширяющуюся развертку ALVAN® для предварительного полирования, поскольку она обеспечивает однородную шероховатость и допуск в диапазоне ISO6 - ISO7. Следует обратить внимание на предварительно обработанные конусы и неровности поверхности, вызванные отказом режущего инструмента, поскольку эти условия не могут быть исправлены. с помощью операции вальцовки (см. рис. 4 и 5).
РЕГУЛИРОВКА И КАК РАБОТАЕТ РОЛИКОВЫЙ ИНСТРУМЕНТ
Регулировка полировальной роликовой накатной головки SCAMI
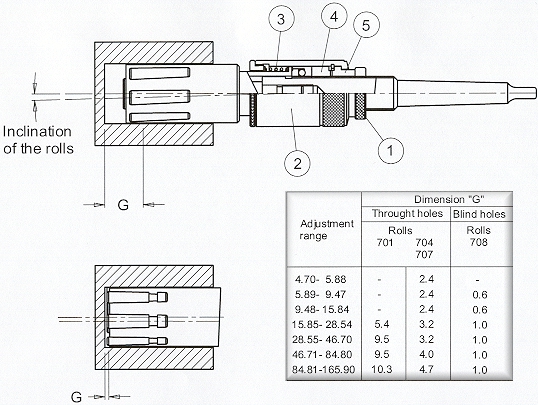
Инструмент для полировки роликами состоит из хвостовика, корпуса и планетарной системы конических валков, которые равномерно разнесены удерживающим сепаратором.
Перед использованием полировальный инструмент необходимо отрегулировать до необходимого рабочего диаметра, выполнив следующие действия:

открутить стопорную гайку (п.1)

тянуть корпус (п.2) по направлению к контргайке (п.1)

поверните корпус (п.2) для увеличения или уменьшения диаметра

убедитесь, что микрометрическая гайка и втулка (п. 4 и 5) зафиксированы

затяните контргайку (п.1)
Как это работает
Роликовый полировальный инструмент должен быть совмещен с заготовкой (максимальная погрешность 0,1); если есть сомнения в ошибке центровки, нужен плавающий хвостовик.
Когда инструмент находится в отверстии, конус толкает валки на полируемую поверхность. Обойма удерживает валки под углом к оси инструмента, поэтому давление полировки создает самоподачу, которая втягивает инструмент в отверстие.
Когда самоподача не требуется, например, для глухих отверстий, вы должны использовать сепаратор, который удерживает валки параллельно оси инструмента.
Если подача машины остановлена или медленнее, чем естественная скорость, ролики вытягивают сепаратор, удерживаемый в этом положении выпускной пружиной (поз. 3), и затем освобождаются от поверхности отверстия. Освобождение валков позволяет быстро вывести их из отверстия (см. Размер «G» в таблице).
Пружина отпускания гарантирует, что валки находятся в правильном положении для полировки необходимого диаметра.
Роликовый полировальный инструмент требует смазки, а не охлаждения. Обильная подача смазки должна подаваться непосредственно к инструменту, чтобы обеспечить хорошую промывку и очистку.
Рекомендуется установить фильтр в систему смазки для предотвращения циркуляции стружки, которая может вызвать повреждение полированной поверхности и инструмента.
Скачать каталог SCAMI
