0.00грн.
Зробити замовлення
Новинка
")
Наявність : 0
Зовнішній діаметр головки D1, мм: 88 Внутрішній отвір головки D2, мм: 24 Діаметр хвостовика D3, мм: 25 Діаметр отвору у хвостовику (для довгих різьб) D4, мм: 17
0.00грн.
Передзамовлення
Новинка
Наявність : 0
Зовнішній діаметр головки D1, мм: 88 Внутрішній отвір головки D2, мм: 28 Діаметр хвостовика D3, мм: 25 Діаметр отвору у хвостовику (для довгих різьб) D4, мм: 17
0.00грн.
Передзамовлення
Новинка
Наявність : 0
Зовнішній діаметр головки D1, мм: 96 Внутрішній отвір головки D2, мм: 39 Діаметр хвостовика D3, мм: 25/30 Діаметр отвору у хвостовику (для довгих різьб) D4, мм: 14
0.00грн.
Передзамовлення
Новинка
Наявність : 0
Зовнішній діаметр головки D1, мм: 117 Внутрішній отвір головки D2, мм: 38 Діаметр хвостовика D3, мм: 30/40 Діаметр отвору у хвостовику (для довгих різьб) D4, мм: 22
0.00грн.
Передзамовлення
Новинка
Наявність : 0
Зовнішній діаметр головки D1, мм: 117 Внутрішній отвір головки D2, мм: 44 Діаметр хвостовика D3, мм: 30/40 Діаметр отвору у хвостовику (для довгих різьб) D4, мм: 22
0.00грн.
Передзамовлення
Новинка
Наявність : 0
Зовнішній діаметр головки D1, мм: 165 Внутрішній отвір головки D2, мм: 46 Діаметр хвостовика D3, мм: 40/50 Діаметр отвору у хвостовику (для довгих різьб) D4, мм: 28/32
0.00грн.
Передзамовлення
Новинка
Наявність : 0
Зовнішній діаметр головки D1, мм: 165 Внутрішній отвір головки D2, мм: 48 Діаметр хвостовика D3, мм: 40/50 Діаметр отвору у хвостовику (для довгих різьб) D4, мм: 28/32
0.00грн.
Передзамовлення
Новинка
Наявність : 0
Зовнішній діаметр головки D1, мм: 200 Внутрішній отвір головки D2, мм: 55 Діаметр хвостовика D3, мм: 50/70 Діаметр отвору у хвостовику (для довгих різьб) D4, мм: 32/40
0.00грн.
Передзамовлення
Новинка
Наявність : 0
Зовнішній діаметр головки D1, мм: 200 Внутрішній отвір головки D2, мм: 58 Діаметр хвостовика D3, мм: 50/70 Діаметр отвору у хвостовику (для довгих різьб) D4, мм: 32/40
0.00грн.
Передзамовлення
ВИБІР ПРАВИЛЬНОЇ ГОЛОВКИ ДЛЯ НАКОЧУВАННЯ РІЗЬБИ
Існує два основні фактори, що визначають вибір головки для накочування різьби:
1. Розмір різьби повинен відповідати стандартній продуктивності головки для накочування різьби.
2. У машині має бути достатній зазор для роботи головки.
У каталозі наведено асортимент осьових головок для накочування різьби з зазначенням габаритних розмірів і стандартних розмірів різьби для кожної головки. Звернувшись до цих технічних характеристик, ви зможете вибрати одну або кілька головок для накочування різьби, які відповідають необхідному розміру різьби.
Приклад голівок. Цей вибір може бути обмежений зазором на верстаті, тому дуже важливо знати максимальний діаметр і доступний виступ. Якщо максимальний діаметр, який проходить при індексації револьверної головки верстата, становить 100 мм, то головка A3 з діаметром 116 мм більше не є прийнятним варіантом. Вибір між A1 або A2 слід робити з урахуванням будь-яких інших різьб, які можуть бути потрібні для виготовлення на обраній головці. Якщо М10 є максимальним розміром різьби, що передбачається, то A1, з діапазоном від М6 до М10, буде рекомендованим вибором. Однак, якщо передбачається розмір різьби вище М10, то слід вибрати A2 з діапазоном від М8 до М16.
Вибравши відповідну головку для накочування різьби, вкажіть необхідний діаметр хвостовика з доступних варіантів.
ВИБІР НАКОЧУВАЛЬНИХ РОЛИКІВ
При замовленні роликів важливо вказати якомога більше інформації про заготовки та їх застосування, щоб можна було швидко поставити правильні ролики. Мінімальна необхідна інформація така:
Повна специфікація різьби (наприклад, 3/8 - 16 UNC, 7/16 - 20 UNF, 1/2 - 14 NPSM)
Різьбонакочувальна головка, для якої потрібні ролики (A-1, A-23, A-01 тощо)
Необхідний крок на валках (1K стандартний короткий крок, 2K стандартний довгий крок або інший спеціальний крок)
Використовуючи приклад шпильки 7/16-14 UNC, яка буде виготовлена за допомогою головки A2, остаточне замовлення буде виглядати наступним чином:
ГОЛОВКА ДЛЯ НАКОЧУВАННЯ РІЗЬБИ A2, ВАЛ ДІАМЕТРОМ 25 ММ - 1 шт
КОМПЛЕКТ РОЛИКІВ 7/16-14 UNC З КРОКОМ 2K, ДЛЯ ГОЛОВКИ A2 - 2 компл
Якщо є сумніви щодо типу кроку, необхідного для роликів, або розміру головки, що буде використовуватися, будь ласка, надайте нашому технічному відділу креслення деталі, щоб ми могли надати свої рекомендації.
За спеціальним запитом можуть бути виготовлені зразки для випробування з матеріалу замовника.
ОПИС НАКОЧУВАЛЬНИХ ГОЛОВОК
Процес накочування різьби на сьогоднішній день широко визнаний як найшвидший і найефективніший метод виготовлення точної зовнішньої різьби з поверхневою обробкою і механічними властивостями, недосяжними за допомогою будь-якого іншого методу. Ця проста операція холодного формування дозволяє інженерам виготовляти різьбові кріплення і компоненти, що відповідають найсуворішим стандартам, з легкістю і повторюваністю на широкому діапазоні матеріалів. Насправді багато деталей з високою міцністю на розрив і критичних для безпеки, таких як ті, що використовуються в аерокосмічній промисловості, вимагають накочуваної різьби через її високі міцнісні властивості, і в цих випадках жоден інший метод формування різьби не буде прийнятним.
Властивості накочуваної різьби найкраще ілюструються при розгляді поперечного перерізу різьби, яка була виготовлена методом накочування, у порівнянні її з різьбою, виготовленою методом традиційного різання.
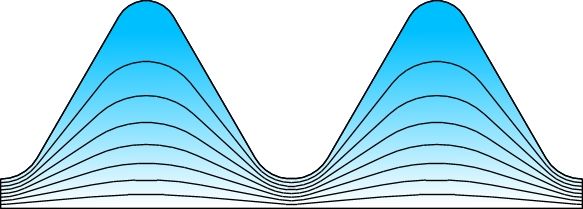
Мал.1 - Зерниста структура накочуваної різьби
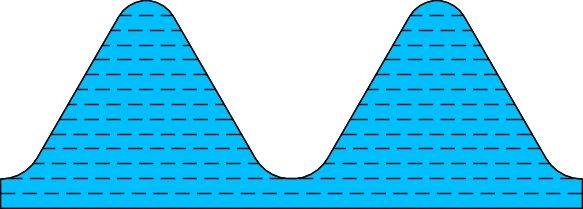
Мал.2 - Зерниста структура різаної різьби
Накочувана різьба не прориває зернисту структуру матеріалу, як це відбувається при різанні різьби, і відповідно є більш стійким до руйнування під час розтягування. Тиск, що виникає під час накочування різьби, сприяє збільшенню твердості матеріалу, покращує його міцність на розтяг і межу плинності, а завдяки полірувальній дії накочування надає високополіровану поверхню, стійку до корозії.
Всі запропоновані головки для накочування різьби працюють за допомогою осьової або торцевої подачі. Цей процес вимагає, щоб головка була прикладена до кінця підготовленої заготовки з контрольованою швидкістю подачі, щоб крок на різьбових валках зчепився з фаскою кроку на заготовці. Після того, як валки зчепилися з заготовкою, головка буде подаватися осьово вздовж деталі, поки не досягне кінця свого ходу. У цей момент поступальний рух головки зупиняється і спрацьовує механізм відтягування, який відкриває головку, щоб ролики звільнили різьбу і головку можна було відвести від деталі. Завдяки самоподачі головки вона однаково підходить як для верстатів без механізму регулювання подачі, так і для верстатів з ходовими гвинтами або супортами з ЧПУ.
На верстатах ручного типу головка переустановлюється оператором перед кожним проходом нарізання різьби за допомогою стандартної ручки, якою оснащена головка. Той самий метод використовується, коли головка встановлюється в револьверну головку токарного верстата з ЧПУ.
При роботі в автоматичному циклі на кулачкових або ЧПУ-автоматах ручна кульова ручка замінюється замикаючим штифтом, який повинен приводитися в дію зовнішнім замикаючим важелем або замикаючою пластиною, встановленою в індексованому положенні револьверної головки верстата (за тим же принципом, що і звичайна різьбонарізна головка). Деякі виробники верстатів пропонують окремі пневматичні приводи, які ідеально підходять для закриття різьбонакочувальних головок.
ЗАСТОСУВАННЯ НАКОЧУВАЛЬНИХ ГОЛОВОК
Осьові головки для накочування різьби мають усталену репутацію за скорочення часу циклу накочування різьби та підвищення продуктивності на широкому діапазоні традиційних та ЧПУ-керованих верстатів. Характер накочування різьби, що є до чотирьох разів швидшим за традиційні методи різання, вимагає, щоб верстат міг працювати на значно вищих швидкостях, що може накладати обмеження на старі токарні верстати та кулачкові автомати, які були розроблені для різання на нижчих швидкостях та подачах. Широке використання токарних верстатів з ЧПУ з підвищеною швидкістю шпинделя і точними програмованими швидкостями подачі допомогло збільшити потенційні можливості застосування осьових головок для накочування різьби, особливо на різьбі меншого діаметра, де одноточковий метод є повільнішим і менш точним. Програмування з високою роздільною здатністю до 0,0001" (0,001 мм) дозволяє більш точно підтримувати діаметр заготовки перед накочуванням на токарних верстатах з ЧПУ, що є перевагою при виробництві різьблення з жорсткими допусками.
Основні критерії вибору верстата для накочування різьби такі:
ШВИДКІСТЬ ШПИНДЕЛЯ : Шпиндель верстата повинен мати можливість обертатися зі швидкістю, необхідною для накочування різьби (див. таблицю швидкостей накочування).
КОНТРОЛЬ ПОДАЧ І: Автоматичні верстати повинні бути оснащені регульованим механізмом подачі, що забезпечує плавний старт процесу накочування, а також надійним і точним механізмом зупинки для надійного відкривання головки. Як на ручних, так і на автоматичних верстатах важкий або застряглий супорт не дозволить самоподачі головки працювати належним чином, що призведе до передчасного відкривання головки. Надмірна подача головки призведе до пошкодження як початкових різьб на деталі, так і валків, тому цього слід уникати.
ВИРІВНЮВАННЯ : Як і у випадку з усіма центральними інструментами для обробки кінців, дуже важливо, щоб шпиндель верстата і головка не були розрівняні, оскільки це може призвести до деформації різьб, скорочення терміну служби валків і, в тяжких випадках, до поломки головки для накочування різьб.
ОХОЛОДЖУВАЛЬНА РІДИНА : Достатня кількість якісної охолоджувальної рідини без частинок повинна надходити з системи охолодження верстата (див. розділ «Експлуатація»).
Якщо викладені вище основні критерії дотримані, то успішне накочування різьби можна досягти на більшості типів токарних верстатів, включаючи токарні верстати з ЧПУ, багатошпиндельні гвинтові верстати, одношпиндельні гвинтові верстати, револьверні токарні верстати, центрові токарні верстати та спеціальні різьбонакочувальні верстати.
ВЛАСТИВОСТІ МАТЕРІАЛІВ : Осьове накочування різьби найбільш ефективне на матеріалах, що мають подовження 10% або більше і межу міцності на розрив нижче 1500 Н/мм2 (140 000 psi). Часто можна накочувати різьбу на матеріалах, що не відповідають цим параметрам, але термін служби різьбокочувальниних валків може бути настільки скорочений, що процес стане неекономічним. Деякі марки сталі та латуні з легким різанням можуть мати низьку міцність на розрив і хороші коефіцієнти подовження, але часто схильні до відшарування в основі та на боках різьби , особливо на різьбі Акме, трапецієподібній та грубій V-подібній різьбі. Для цих випадків застосування рекомендується використовувати марки матеріалів, що мають хорошу оброблюваність у поєднанні з низьким вмістом свинцю.
У наступній таблиці наведено типи матеріалів, які можна прокатувати за допомогою осьової головки, а також рекомендовані швидкості накочування для стандартних V-подібних різьб:
| Матеріал | метри/хв | ||
| Низьковуглецеві та середньовуглецеві сталі | 30 | - | 60 |
| Сталі середньої твердості | 30 | - | 60 |
| Високолеговані сталі | 35 | - | 75 |
| Нержавіючі сталі | 35 | - | 70 |
| Мідні сплави | 60 | - | 90 |
Як орієнтир, грубі кроки та матеріали з високою міцністю на розрив накочуються на нижній межі вищезазначених діапазонів швидкості. Дрібні кроки та легкі сплави можна накочувати на верхній межі вищезазначених діапазонів швидкості.
ЕКСПЛУАТАЦІЯ НАКАТНИХ ГОЛОВОК
Накочування різьби залишається простим і ефективним процесом за умови, що три основні умови, перераховані нижче, завжди виконуються і дотримуються :
Матеріал, що підлягає накочуванню, повинен бути придатним для формування різьби.
Спроба накочування невідповідного матеріалу може в кращому випадку призвести до поганої якості різьби, а в гіршому — до серйозного пошкодження як вальців, так і головки для накочування різьби.
Правильну швидкість накочування слід вибирати відповідно до матеріалу, що обробляється, та профілю необхідної форми різьби. Звернувшись до властивостей матеріалу та таблиці швидкостей накочування, можна розрахувати правильну швидкість шпинделя. Для більшості стандартних V-подібних різьб, таких як уніфіковані, метричні та Вітворт , 30 м/хв слід вважати абсолютною мінімальною швидкістю, а лише акме, трапецієподібні та подібні форми різьб можна пробувати при швидкості до 20 м/хв. Спроба накочування на занадто низькій швидкості, швидше за все, призведе до передчасного виходу з ладу різьбонакочувального інструменту. І навпаки, більш висока швидкість накочування часто може поліпшити характеристики накочування матеріалу, тим самим збільшуючи термін служби різьбонакочувального інструменту.
Для успішного накочування різьби, як і для більшості процесів механічної обробки, необхідне достатнє постачання охолоджувальної рідини високої якості. Вибір між чистими ріжучими маслами та водорозчинними часто залежить від типу використовуваної машини або, де це доречно, від політики користувача щодо охорони навколишнього середовища / здоров'я та безпеки. Хоча чисті ріжучі масла зазвичай мають чудові мастильні властивості та властивості екстремального тиску, вони не відводять тепло від вальців так ефективно, як водорозчинні.
Виконавши основні умови обробки, описані вище, слід виконати наступні кроки при налаштуванні для кожного розміру різьби:
ПІДГОТОВКА ЗАГОТОВКИ ДЛЯ НАКОЧУВАННЯ
Існує така різноманітність компонентів, які можна прокатувати, що неможливо проілюструвати заготовку перед накочуванням для кожного застосування. Однак, за невеликим винятком, заготовки компонентів відносяться до однієї з трьох наступних категорій:
A. Стрижень / труба, витягнута або відшліфована до розміру перед накочуванням.
При виробництві шпильок, з'єднань, U-образних болтів, трубопроводів та подібних деталей попередню обробку можна виключити шляхом ретельного відбору матеріалу, який був витягнутий або відшліфований до правильного діаметра перед накочуванням. Зростаюча популярність накочування різьби призвела до того, що заводи з виробництва прутків і труб пропонують багато стандартних матеріалів у діапазоні діаметрів перед накочуванням для більшості комерційних розмірів різьби. Часто виявляється, що діаметр заготовки буде дорівнювати або знаходитися в межах 0,05 мм від ефективного діаметра різьби, але перед тим, як розпочати виробництво з будь-якої партії пруткового матеріалу, рекомендується провести випробування зразків, щоб визначити, чи відповідають базовий розмір заготовки та допуск вимогам застосування. Слід враховувати той факт, що відхилення діаметра заготовки впливатиме на кінцевий основний діаметр у співвідношенні приблизно три до одного при прокатці безпосередньо на прутковому матеріалі. Наприклад, якщо волочена штанга постачається з допуском номінального розміру + 0,0 / - 0,05 мм, то прокатний основний діаметр матиме діапазон допуску 0,15 мм, що є допустимим для більшості різьб класу 2A і 6G. Якщо необхідний більш жорсткий допуск на великий діаметр, то слід розглянути можливість використання шліфованого матеріалу замість тягнутого.
Після вибору правильного діаметра прутка або труби залишається тільки заздалегідь скосити заготовку, щоб полегшити початкове зчеплення валків і залишити готову деталь з чистою вхідною різьбою (Див. малюнки 3 та 4).
Мал.3 - Попередньо прокатаний стрижень
Мал.4 - Стрижень після прокатки
Б. Заготовка, попередньо обточена до плеча.
Більшість операцій з накочування різьби передбачають обточування деталі на шпинделі перед власне процесом накочування. Це має очевидну перевагу, оскільки заготовка і накочувальна головка будуть розташовані на одній лінії, що усуває проблеми, пов'язані з порушенням центрування. Необхідний діаметр заготовки потрібно визначити шляхом обробки декількох пробних деталей за такою процедурою. :
1. Спочатку вал для накочування різьби необхідно відрегулювати якомога ближче до його кінцевого робочого положення. Коли вал знаходиться в закритому положенні, між валками для накочування різьби в валу встановлюється проста заглушка, обточена до меншого діаметра різьби. Три гайки ослаблюються, і вал відрегулюється вниз так, щоб валки затиснули заглушку. Потім втулка виймається, а головка регулюється вниз на 1/2 поділки на градуйованій шкалі, щоб усунути люфт у підшипниках.
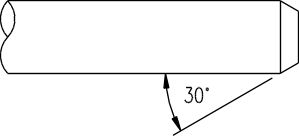
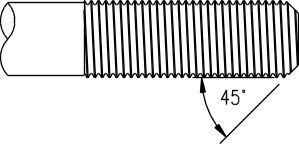
2. Деталь обточується до ефективного діаметра мінус 0,05 мм, з фаскою, обробленою до 0,25 мм - 0,5 мм нижче діаметра основи. Кут фаски не повинен перевищувати 30 градусів до осі , ідеальним є кут 20 - 25 градусів (мал 5). Після накочування отримана фаска повинна становити приблизно 45 градусів, що обумовлено потоком матеріалу в цій точці (мал. 6).
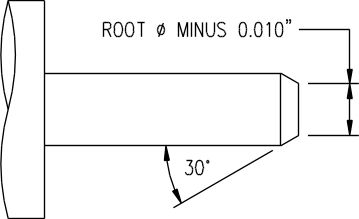
Мал.5 - Перед накочуванням
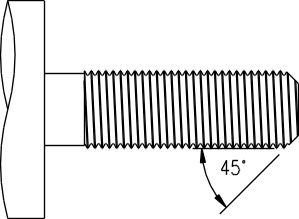
Мал.6 - Після накочування
3. Початкове положення накочувальної головки визначається шляхом її просування вперед у відкритому стані, доки передні грані валків не опиняться трохи нижче плеча. На звичайній машині в цій точці встановлюються механічні упори, тоді як на верстаті з ЧПК слід зафіксувати положення осі Z і використовувати його як кінцеву точку в програмі. Ця процедура повинна виконуватися при нерухомому шпинделі і, як зазначено раніше, при відкритому положенні головки.
4. Після налаштування головки на приблизний розмір і повернення заготовки до найнижчої оцінки необхідного діаметра перед накочуванням, робиться перша спроба накочування, використовуючи відповідну швидкість шпинделя для накочування різьби і просуваючи головку з необхідною швидкістю подачі ( 1 X крок / оберт ) або трохи нижче . У відкритому положенні головка припиняє рух, що дозволяє їй від'єднатися і відкритися, коли муфта приводу від'єднується між хвостовиком і корпусом пружини. (Необхідна коротка, півсекундна затримка на кулачку верстата або в програмі ЧПУ, щоб головка встигла відкритися перед тим, як вона відсунеться).
Найімовірніше, що перший компонент, прокатаний за вищевказаною процедурою, буде мати надмірний ефективний діаметр і недостатній основний діаметр. У цьому випадку наступним кроком є регулювання головки ще на 1/2 поділки на градуйованій шкалі, а потім накочування ще одного тестового зразка. Регулювання головки вниз призведе до зменшення ефективного діаметра, а основний діаметр збільшиться. Після всього одного-двох тестових зразків ефективний діаметр повинен відповідати калібру, але основний діаметр може все ще бути замалим. У цьому випадку обчисліть величину, на яку потрібно збільшити основний діаметр, і відрегулюйте діаметр заготовки на третину цієї величини. В ідеалі , коли ефективний і головний діаметри знаходяться в середині межі допусків, гребінь різьби повинен мати невелике скорочення і бути не повністю сформованим. Повністю сформована різьба, хоча і має гладкий і полірований вигляд, є ознакою надмірного накочування, що призводить до надмірного навантаження на валки і скорочує термін їх служби.
C. Накочування різьби в підріз
При накочуванні різьби в підріз застосовуються ті ж принципи, що і при накочуванні різьби до плеча, за винятком профілю заготовки в самому підрізі. Тут фаска, яка обробляється на передній частині заготовки, також повинна оброблятися в підрізі, як показано на малюнку 7.
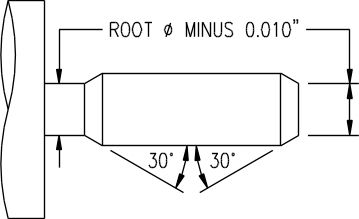
Мал.7 - Заготовка з підрізом
При виборі ширини підрізу слід враховувати довжину вибігу, необхідну при відкритті головки для накочування різьби. Осьові різьбонакочувальні ролики доступні з двома стандартними типами кроку: 1K і 2K.
Вальці з позначкою 1K мають одну модифіковану різьбу, яка дозволяє вальцям входити в зачеплення з кінцем заготовки і поступово формувати матеріал до повної глибини різьби. Вибрані як стандартний короткий крок, ці ролики створюють довжину вильоту 2,3хP, де P - це крок різьби, що прокатується. Ця формула враховує довжину кроку на роликах і відкриття головки для нарізання різьби, тому є лише наближеним значенням. На практиці може виявитися, що коротший виліт отримується при прокатуванні зразка деталі.
Примітка: Якщо стандартний крок 1K занадто довгий для бажаного підрізу, ролики можуть бути поставлені зі спеціальними надкороткими кроками 0,6K або навіть 0,3K. Однак слід зазначити, що при концентрації процесу накочування на коротшому кроці термін служби роликів може значно скоротитися. Тому кроки 0,6 і 0,3K рекомендуються тільки для матеріалів з низькою міцністю на розрив і високою пластичністю.
Для більшості випадків накочування різьби найкращим стандартним кроком є 2K, оскільки він розподіляє робоче навантаження на дві початкові різьби на кожному вальці, що загалом збільшує термін експлуатації вальців порівняно з вальцями з кроком 1K. Через додаткову різьбу на кожному вальці довжина відхилення на деталі збільшиться на один додатковий крок. Наступні приклади показують відхилення для кожного типу кроку на деяких типових різьбах:
0.3 K - 1.6 x Крок - M6 x 1 - 1.6 мм
0.6 K - 2 x Крок - 7/16 x 20 UNF - 0.10"
1 K - 2.3 x Крок - M14 x 2 - 4.6 мм
2 K - 3.3 x Крок - 3/4 x 10 UNC - 0.33"
МОНТАЖ РОЛИКІВ У ГОЛОВКУ ДЛЯ НАКОЧУВВАННЯ
Викрутіть гвинти передньої пластини, щоб звільнити передню пластину, відкривши ексцентрикові шпинделі, на які потрібно встановити ролики з різьбою. Для головки A0, яка має 2 ролики, ролики збираються 1-2 або A-B, тоді як для всіх правих 3-роликових головок ролики збираються 1,2,3 або A,B,C за годинниковою стрілкою, якщо дивитися з боку оператора (для лівих різьбонарізних головок ролики збираються проти годинникової стрілки).
Перед складанням рекомендується змастити всі контактні поверхні якісним мастилом або пастою, щоб мінімізувати тертя і знос. Це допоможе захистити ролики, голчасті підшипники і ексцентрики, які працюють на високих швидкостях під великими навантаженнями.
Розташувавши ролики в правильній послідовності, вставте голчасті підшипники або карбідні втулки, встановіть передню пластину і щільно закріпіть її гвинтами. Завжди переконуйтеся, що між роликами і ексцентриковими шпинделями встановлено повну кількість голчастих підшипників (див. розбірку конкретної головки).
Наприклад, для головки A2 потрібно 57 голчастих підшипників, тобто 19 на кожен валик. Недостатня кількість голчастих підшипників у лише одному валику знизить точність, сприятиме виходу валика з ладу та спричинить надмірний знос ексцентрикового шпинделя. Цю потенційну проблему усувають карбідні втулки, які також швидше та легше замінювати і дозволяють замінювати валики, не знімаючи головку з револьверної головки верстата.
Після складання валків і затягування передньої пластини валки повинні вільно обертатися рукою. Тепер головку можна відрегулювати відповідно до різьби, що буде накочуватися, виконавши таку просту процедуру:
a. Переконайтеся, що головка знаходиться в закритому стані.
b. Ослабте 3 гайки (деталь № 15), що дозволить обертати передню клітку головки відносно корпусу пружини. Зверніть увагу на лінію налаштування та градуйовану шкалу. При налаштуванні головки у мінусовому напрямку ( - ) ролики закриваються, а при налаштуванні головки у плюсовому напрямку ( + ) — відкриваються.
c. Тепер головку можна відрегулювати вниз на попередньо встановлену деталь, ідеально підходить проста заглушка, яка оброблена до меншого діаметра різьби і розміщена між роликами. Якщо головка відрегульована до межі + або - і все ще не відповідає розміру, зніміть 3 гайки і кільцеву шайбу ( 16 ) . Потім передній кожух знімають, повертають приблизно на 120 градусів у бажаному напрямку регулювання, а потім знову встановлюють на корпус пружини. Інший індикатор вирівняється на одному кінці градуйованої шкали, що дозволить продовжити регулювання в бажаному напрямку.
d. Після успішного регулювання головки на налаштувальному елементі можна затягнути 3 гайки. Перший компонент, що прокатується з таким налаштуванням, завжди має надмірний розмір, і головку потрібно буде регулювати з кроком 1/2 поділки, доки не буде досягнуто бажаного ефективного діаметра. Тепер можна внести необхідні зміни в діаметр заготовки, щоб отримати правильний основний діаметр різьби.